PETG 거미줄(스트링) 박멸 가이드 — 건조·온도·리트랙션 순서대로 잡기
PETG 스트링의 진짜 원인은 습기다. 65도 건조부터 노즐온도 -5~10도, 보덴·다이렉트별 리트랙션, 이동속도·컴빙·코스팅까지 단계별 튜닝 순서와 구체 수치로 거미줄을 잡는다.
PETG로 뽑으면 출력물 사이사이가 미세한 거미줄(스트링)로 덮이는 경험, 거의 모두가 한 번은 겪습니다. PLA에서는 멀쩡하던 사람도 PETG로 넘어오면 갑자기 표면이 지저분해지죠. 이유는 단순합니다. PETG는 PLA보다 점성이 높고, 끈적이며, 습기를 잘 먹는 소재이기 때문입니다. 즉 스트링은 '소재 탓'이 아니라 '세팅이 PETG에 안 맞아서' 생기는, 충분히 잡을 수 있는 문제입니다.
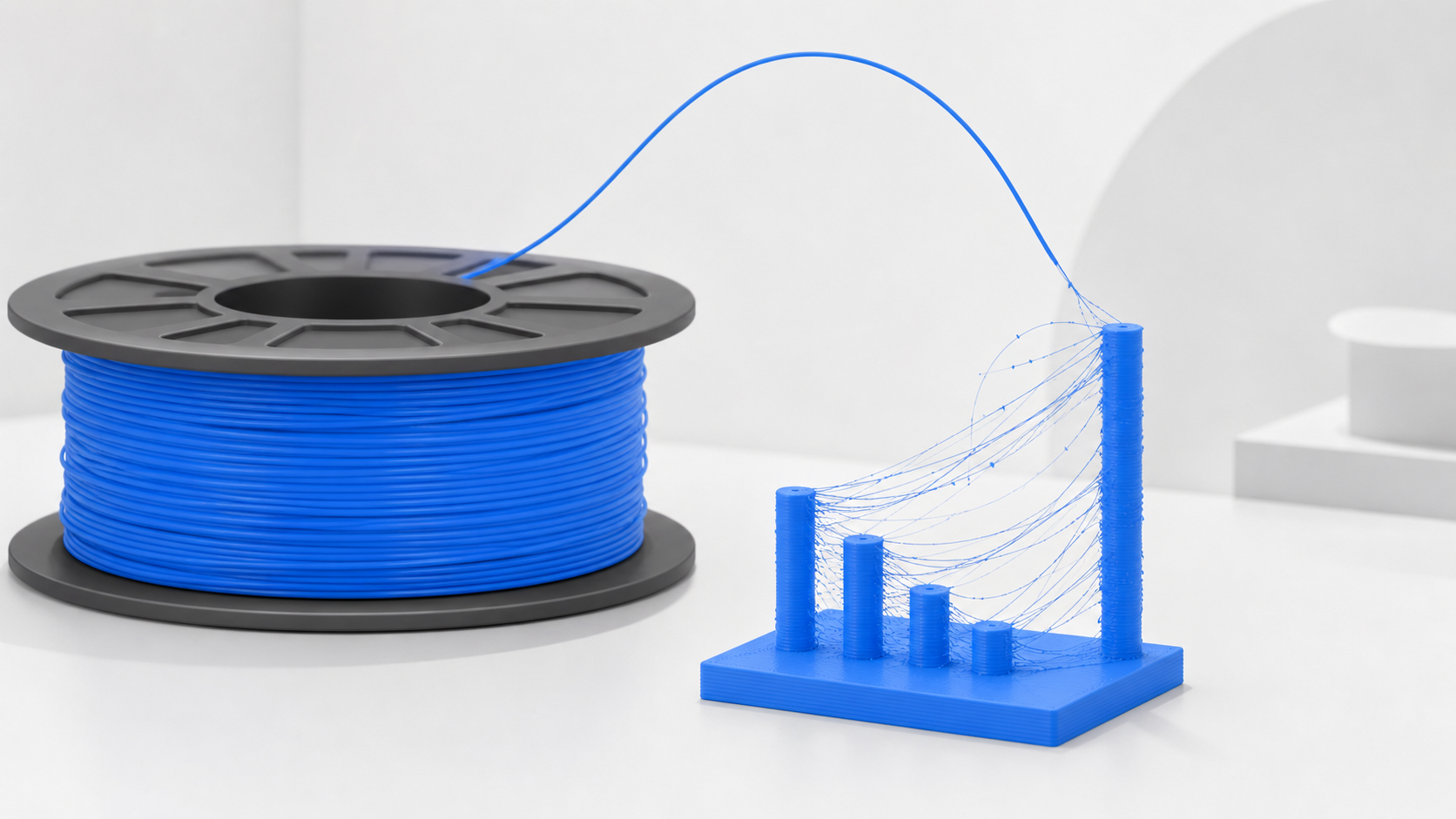
이 글은 입문자도 따라 할 수 있게 원인 1순위부터 순서대로 정리했습니다. 한꺼번에 여러 값을 바꾸지 말고, 아래 순서대로 한 번에 하나씩만 바꾸며 스트링 타워(작은 기둥 2개를 띄워 뽑는 테스트 모델)로 비교하는 게 핵심입니다.
왜 PETG가 PLA보다 거미줄이 심한가
PLA는 녹는점 근처에서 점성이 비교적 낮아 리트랙션(필라멘트를 뒤로 빼는 동작)만으로 노즐 압력이 잘 빠집니다. 반면 PETG는 용융 상태에서 실처럼 늘어지는 성질이 강합니다. 노즐이 빈 공간을 이동(travel)할 때 노즐 끝에 남은 용융 수지가 엿가락처럼 딸려 나오면서 거미줄이 되는 거죠. 여기에 PETG는 흡습성이 높아 공기 중 수분을 빨아들이고, 그 수분이 노즐 안에서 끓어 증기로 튀면서 스트링과 표면 기포(팝핑 소리)를 동시에 만듭니다. 그래서 PETG 스트링 잡기의 출발점은 리트랙션이 아니라 '건조'입니다.
1순위: 필라멘트 건조 (대부분 여기서 끝난다)
스트링이 갑자기 심해졌다면 80% 이상은 습기입니다. 특히 개봉한 지 몇 주 지난 스풀, 장마철, 욕실 근처 보관 필라멘트가 위험합니다. 노즐에서 치직 소리가 나거나, 표면에 작은 기포 자국이 보이면 거의 확정입니다.
- 건조 온도/시간: 필라멘트 건조기 또는 식품건조기로 65도에서 4~6시간. 많이 젖었다면 6시간까지 늘립니다. (PETG의 유리전이온도가 약 80도이므로 65~70도가 안전 상한선이며, 70도를 넘기면 스풀이 눌어붙거나 변형될 수 있습니다.)
- 오븐 사용 시: 가정용 오븐은 온도 편차가 커서 권장하지 않지만, 쓴다면 65도 이하로 맞추고 문을 살짝 열어 습기를 빼세요.
- 건조 후 보관: 실리카겔을 넣은 밀폐 박스나 드라이박스에 보관. 건조기에서 꺼내 그대로 방치하면 몇 시간 만에 다시 습기를 먹습니다.
먼저 건조부터 하세요. 건조 안 한 PETG로 리트랙션을 아무리 만져봐야 밑 빠진 독에 물 붓기입니다.
2순위: 노즐 온도 — 5도 단위로 내리기
온도가 높을수록 수지가 묽어져 더 잘 늘어집니다. 건조를 마쳤는데도 스트링이 남으면 노즐 온도를 현재 값에서 5~10도 내려 봅니다.
- PETG 일반 권장 구간은 230~250도입니다. 보통 240도에서 시작해 235 → 230도로 5도씩 내리며 스트링 타워를 비교하세요.
- 너무 낮추면 레이어 접착이 약해지고 노즐 막힘·언더익스트루전이 생기므로, 층 접착이 깨지기 직전의 가장 낮은 온도가 스트링과 강도의 균형점입니다.
- 온도를 한 번에 20도씩 확 내리지 말고 5도 단위로. 같은 모델을 여러 온도로 자동 출력하는 '온도 타워'를 쓰면 한 번에 비교됩니다.
3순위: 리트랙션 — 보덴이냐 다이렉트냐가 갈림길
리트랙션은 노즐 안 압력을 빼서 이동 중 흘러나오는 양을 줄입니다. 익스트루더 방식에 따라 적정값이 크게 다릅니다. 자기 프린터가 어느 쪽인지부터 확인하세요. 모터가 노즐 바로 위에 붙어 있으면 다이렉트, 모터가 본체에 있고 긴 테플론 튜브로 필라멘트를 밀어 넣으면 보덴입니다.
다이렉트 드라이브
- 거리: 0.5~2mm (보통 1mm 부근에서 시작)
- 속도: 25~45mm/s
- 경로가 짧아 적은 거리로도 압력이 빠집니다. PETG는 PLA보다 살짝 더(예: PLA 0.8mm → PETG 1.2mm) 잡는 편이 무난합니다.
보덴
- 거리: 4~7mm (보통 5mm에서 시작, 심하면 6~7mm)
- 속도: 30~50mm/s
- 긴 튜브 안에서 필라멘트가 휘어 압력 전달이 둔하므로 거리를 더 길게 잡습니다.
주의: PETG는 너무 빠르고 긴 리트랙션을 반복하면 필라멘트가 갈리거나(그라인딩) 노즐에서 끈적한 수지가 역류해 막힘을 유발합니다. 거리를 0.5mm씩, 속도를 5mm/s씩만 조절하며 스트링이 사라지는 최소값을 찾으세요. 무작정 키우는 게 답이 아닙니다.
4순위: 이동 속도와 컴빙(Combing)
노즐이 빈 공간을 빨리 지날수록 수지가 늘어질 시간이 줄어듭니다.
- 이동(travel) 속도: 150~200mm/s로 올립니다. 프린터 강성이 받쳐주면 높을수록 스트링에 유리합니다.
- 컴빙/Avoid: 슬라이서에서 이동 경로가 빈 공간 대신 이미 출력된 면 위로만 지나가게 하는 옵션입니다. 큐라의 'Combing Mode'를
Not in Skin정도로 두면, 거미줄이 생겨도 외벽이 아닌 안쪽에 숨어 표면이 깨끗해집니다. 단 컴빙은 스트링을 '없애는' 게 아니라 '안 보이게' 하는 것임을 기억하세요.
5순위: 코스팅(Coasting)과 마무리 디테일
- 코스팅: 한 구간 출력이 끝나기 직전 압출을 미리 멈추고 노즐에 남은 잔압으로 끝을 채우는 기능. 이동 시작 시점의 잔압을 줄여 스트링을 더 깎아줍니다. 0.2~0.5mm³ 부피로 약하게 시작하되, 과하면 모서리에 살이 빠지므로 미세하게만.
- 냉각 팬: PETG는 PLA만큼 강하게 식히지 않습니다. 30~50% 정도가 적당. 너무 세게 불면 층 접착이 약해지고 워핑이 생깁니다.
- 노즐 청결: 노즐 바깥에 눌어붙은 탄 PETG 찌꺼기도 스트링을 늘립니다. 출력 전 노즐 외부를 닦고, 막힘이 의심되면 콜드풀(cold pull)로 내부를 청소하세요.
한 장 요약 — 튜닝 순서 체크리스트
- 건조 먼저. 65도 / 4~6시간 → 드라이박스 보관. (스트링의 1순위 원인)
- 노즐 온도를 5도씩 내린다. 240 → 235 → 230도, 층 접착 깨지기 직전까지.
- 리트랙션 조정. 다이렉트 0.5~2mm·25~45mm/s / 보덴 4~7mm·30~50mm/s. 0.5mm·5mm/s 단위로.
- 이동 속도를 150~200mm/s로 올리고 컴빙으로 경로를 면 안쪽에 숨긴다.
- 코스팅 0.2~0.5mm³, 냉각 30~50%로 마무리.
- 매번 하나의 값만 바꾸고 스트링 타워로 직접 비교한다.
정리하면, PETG 거미줄의 90%는 '건조 + 온도 5도 + 리트랙션 미세조정'에서 잡힙니다. 화려한 옵션부터 만지지 말고 위 순서대로 한 단계씩 내려가세요. 잘 말린 PETG에 자기 프린터(보덴/다이렉트)에 맞는 리트랙션만 찾으면, 깨끗한 표면은 생각보다 가까이 있습니다.